2020.5
吉村洋介
最初の実験 ガラス細工・ポリエチレン細工
テキストのpdf版はこちら。
化学実験では頻繁にガラスやプラスチックでできた器具や装置を取り扱うことになる。ここではガラスやプラスチックに親しむ意味も込めて、ガラス管・ポリエチレン管の基礎的な細工について実習する。
1-1 ガラス細工
化学実験で通常使われるガラスの材質としては大きく「並質」「硬質」「耐熱(パイレックス)」「石英」の4種類あると考えてよい。
細工する立場からいうと軟化点と膨張率が重要で、並質ガラスは軟化点が700 °C(ものによってかなり違う)で膨張率は10 × 10-6 K-1程度、
硬質ガラスは780 °Cで 5 × 10-6 K-1程度、
耐熱ガラス(パイレックス)は820 °Cで 3 × 10-6 K-1 程度、
そして石英ガラスは1600 °Cで 0.5 × 10-6 K-1程度と飛びぬけた特性を示す。
学生実験では石英ガラスは扱わない。
並質ガラスの細工は都市ガスと空気を用いたバーナーで十分可能だが、硬質ガラスや耐熱ガラスではかなり苦しくなる。
硬質ガラスや耐熱ガラスの細工には、空気の代わりに酸素(あるいは酸素富化空気)を用いたバーナーを用いた方がよい。
ガラス細工の基本操作については後に付ける参考書を見られたい。ここでは初心者が心得ておくべきポイントをまとめておく。
- ガラスの割れ口は鋭い
当り前の事であるがガラスが割れた(あるいはガラスを割った)場合、その割れ口は鋭く尖っている。
ガラス管を切断した場合、その切口は刃物と同じ様に人を傷つけ得る。切断した所はバーナーの炎で加熱するか、ヤスリをかけて角を落としておくこと。
また、材料として供給されるガラス管も両端は角があるので注意して扱うこと。
- ガラスは熱を伝えにくい
炎に熱せられ赤熱しているガラス管でも炎から数cmの所は素手で支えることができる。
これはガラスの熱伝導性が悪いことを示している。つまり、ガラスを一旦加熱すると、局所的に熱くなり、冷却は遅い。
細工を行う時はどこを加熱したか良く覚えておかないと思わぬ火傷を負うことがある。
- ガラスは歪に弱い
急熱・急冷によって大きな温度勾配が加わると、熱膨張・収縮による歪が加わって割れを招く。
したがって、加熱する時は材料を一気に強い炎に入れる様なことは避ける。
また、細工終了後も一気に炎から出してしまわずに、炎を大きく、且つ、低温にして(空気量を減らす)焼きなましを行ってから室温に戻す
(軟化点より200 °C程度低い温度(徐冷点に相当)でしばらく保つのが望ましい)。肉厚の器具については特に注意が必要になる。
また、種類の異なるガラスは熱膨張率が異なるので、無理につなぎ合わせても冷却後、接合部分が割れてしまう。
特に並質ガラスと硬質・耐熱ガラスの接合は難しい。
- ガラスの薄片は空気中を漂う
T字管や駒込ピペット作成時等には封じたガラス管を吹く操作を行うが、このとき吹きすぎると、
熱せられた柔らかいガラスは大きな風船の様に膨らみ、ついには破裂する。
この時、ガラスは薄く小さな破片となって空気中を漂う。これを吸い込むと肺を傷つけることがあるので注意を要する。
いわゆる吹き破りを行う時はガラス管を大きく膨らませる必要はない。
ガラス管に薄い部分を作れば良いだけである。これを破るにはガラス捨て用のゴミ缶の中で薄くした部分をヤスリ等で突けば良い。
また、ガラス管が炎の中にある状態で吹くと、風船の様に膨らみ、破裂することが多いので、他の操作同様、ガラス管を吹く操作も炎の外で行う。
- ガラスは失透する
ガラスをバーナーで熱するとオレンジ色の炎が見られる。これはナトリウムの炎色反応である。
このことはガラスを炎に入れるとゆっくりとではあるが、成分のアルカリ金属が逃げていることを示している。
長時間アルカリ金属の追い出しを行うと結晶化しやすい組成となり、ガラスは部分的に結晶化し、白濁してくる。
この状態を失透と呼ぶ。ガラスの失透した部分はもろく、機械的強度が落ちるので、細工を行う時は失透させない様にある程度手早く作業を進める必要がある。
<一般的注意>
- ガラス細工を行う時は保護眼鏡を着用する。
- ガラスの破片、焼けた材料を作業台に放置しないこと。
- 廃材は所定の缶に、再利用可能なものと困難なものに分別して入れること。
- 不必要に長いガラス管は使用しないこと(基本、ガラス管は使い倒す)。
- 高温の炎からは目に有害な紫外線が放射されている。保護メガネは有害な紫外線をある程度カットしてくれるが過信はできない。
図1-1にブンゼンバーナーの炎のスペクトル(空気を十分入れた時の青炎)と酸素炎の典型的なスペクトルを示す。
特に酸素炎を扱う際には短時間で切り上げるか、溶接等に使用される専用のゴーグルをするのが望ましい。
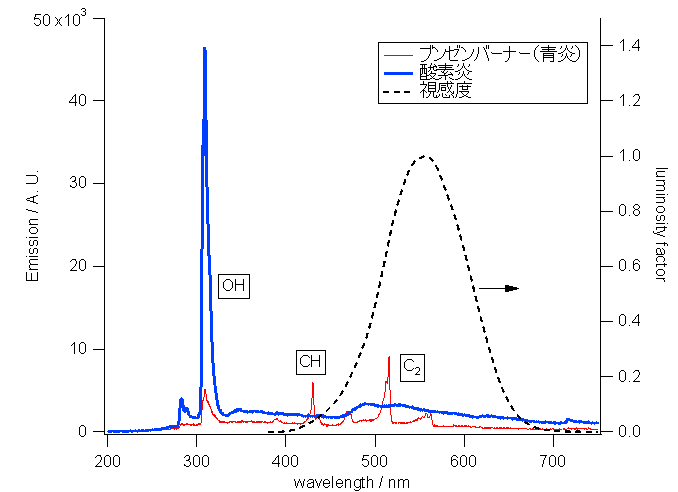
図1-1 ブンゼンバーナーの炎(細い実線)と酸素炎(太い実線)のスペクトル。人間の視感度(破線)がほとんどない紫外領域の発光に注意。
【参考】ガラス管(棒)を切断する二つの方法
ガラス棒の切断はよく出会う操作なので特に言及しておく。
- 細い場合(直径10 mm程度まで):
ヤスリでガラス管(棒)に傷をつけた後、周りに人がいないかよく確認し、傷を向こう側にして、
その左右を両手で持ち、引っ張る様にして折る(押しが2に引っ張りが8ぐらいの感じ)。
直径が1 mm以下の細管の場合にはアンプルカッター(ハート形の砥石)を用いればよい。プリント基板の切断に用いられるPCBカッターを使う手もある。
- 太い場合(直径10 mm程度以上):
ヤスリでガラス管(棒)に傷をつけた後、その傷の片端からわずかに離れたところに赤熱したガラスの小さい玉(焼き玉)を当ててヒビを作り、
ヒビの端の方に順次焼き玉を当て、ヒビを伸ばして切断する。
いずれもガラスの切断面はヤスリがけするか、焼きなますかして鋭利な箇所をなくす。
なおただ単に長いガラス管から短いガラス管を作るのであれば、加熱して引き延ばし、焼き切ってもよい。
1-2 ポリエチレン細工
ポリエチレン(PE)には大きく低密度ポリエチレンと高密度ポリエチレン(水道管やバケツなどに使用される)の2種があり、
実験で細工の対象になるのはもっぱら低密度ポリエチレンで、比較的加工しやすく、可塑剤等がほとんど含まれていないので汚染の心配が少なく使いやすい。
低密度ポリエチレンの融点はおよそ100 °C程度で、ポリエチレン管を引き延ばしたりする分にはヒートガンを使うのが簡便である
(バーナーを使うのを好む向きもあるがあまり薦めない)。
またガラスと違って容易に切削加工が可能で、ナイフによる切断はもとより、直径数mmの穴をあけたりするにはハンドドリルが使用できる。
なおポリプロピレン(PP)はポリエチレンより融点が若干高く強度も大きいので、試薬ビンや電子レンジ用の食品容器などによく使用されている。
ただし加熱して細工する立場からは、ポリエチレンよりかなり温度を高くしないと接合が難しいので注意が必要である(200 °C程度)。
また通常ビニルチューブとして用いられているものはポリ塩化ビニル(PVC)製で、可塑剤を多く含み、また加熱を慎重にしないと分解する。
1-3 実習
- 攪拌棒(外径4 mm程度で長さ15~20 cm程度。硬質ガラス)を作る。
- 浮沈子:直径6 mmのガラス管(並ガラス製の長さ40 cm程度のものが2人に1本ずつ用意してある)を使用し、
一端を閉じ少し膨らませて右図のようなものを作る。
浮沈子に水を入れ、水を満たしたメスシリンダーに入れて、
水面に浮かんだ浮沈子がメスシリンダーの底まで沈むと浮かび上がってこない条件を見出しガラスの密度を評価する。
- ポリエチレン製のスポイトを引き延ばして、パスツールスポイト(ピペット)を作る。
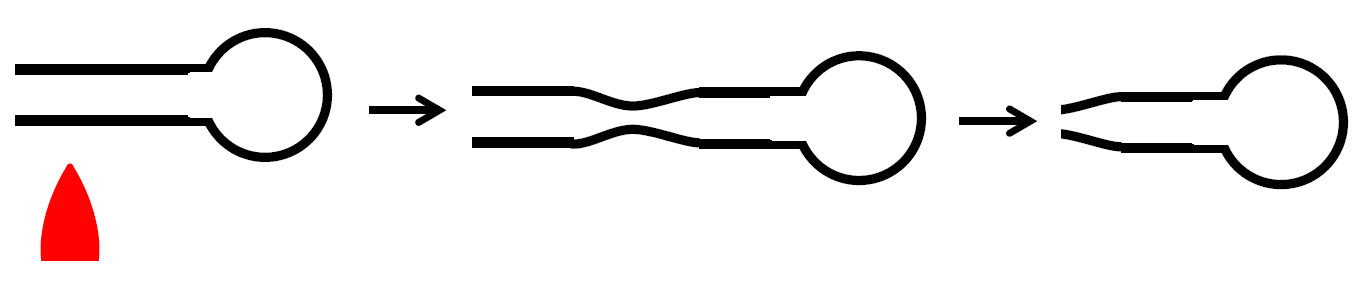
浮沈子の製作は下記のような手順によればよい:
- ガラス管の中央付近をバーナーで加熱し、十分柔らかくなったらバーナーの炎の中でゆっくり引き伸ばし焼切る。
- 各自で、できた一端が封じられた状態のガラス管の端を、バーナーで十分加熱し、炎から出して吹いて膨らます(あまり強く吹きすぎると破裂することがあるので注意)。
- 十分冷えて手で持てるようになったら、膨らましてできた球部から5 cm程度離れたところをバーナーで加熱し、引き伸ばして2 mm程度の太さにする。細くなった部分にアンプルカッターで傷を付けて折り、切り口を軽く焼きなます。
- 失敗したらまたガラス管の端を封じて、同様の操作を繰り返せばよい。
なおこれら以外にV字棒やピペット置きなどを作っておくと便利である。
<浮沈子を用いたガラスの密度の評価>
空の浮沈子の重さを w0 とし、この内部に水を満たした時、水は重さ wf だけ入るものとする。
さてこの空の浮沈子に水を重さ w だけ入れ、水を満たしたメスシリンダーに入れたとしよう。
ガラスの密度を ρg、水の密度を ρw、浮沈子内部の空気の体積を V とすると、
浮沈子が水面に浮かぶ一方、水深 h のメスシリンダーの底まで沈むと浮かび上がってこない状態が実現できた時、
次の不等式が成り立つ(空気の密度は水やガラスに比して十分小さいと見なせる):
\begin{equation}
\frac{w_{\rm{f}} - w}{w_0} \gt 1 - \frac{\rho_{\rm{w}}}{\rho_{\rm{g}}} \gt \frac{w_{\rm{f}} - w}{w_0} \frac{V_h}{V_0}
\label{eq:bouy}
\end{equation}
ここでVhは水深hにおける浮沈子内部の空気の体積である。
大気圧はおおむね10 mの水柱程度に匹敵するので、この時 Vh/V0 はほぼ0.99程度と考えられる。
水の密度はほぼ1.00 g cm-3であるから、各机に配置されている天びんでw0、wf、
そして沈むと浮かび上がってこられない状態での浮沈子内部の水の重さ w を0.01 g程度の精度ではかれば、
1 %程度の精度でガラスの密度が評価できる。
<参考書>(いずれも絶版)
- 飯田武夫著「ガラス細工法 ― 基礎と応用 ―」(広川書店)
- 高木貞恵著「化学者のための硝子細工法」(三共出版)
- 奥山典夫著「実験室におけるポリエチレン細工」(化学同人)
浮沈子とガラス細工のはなし
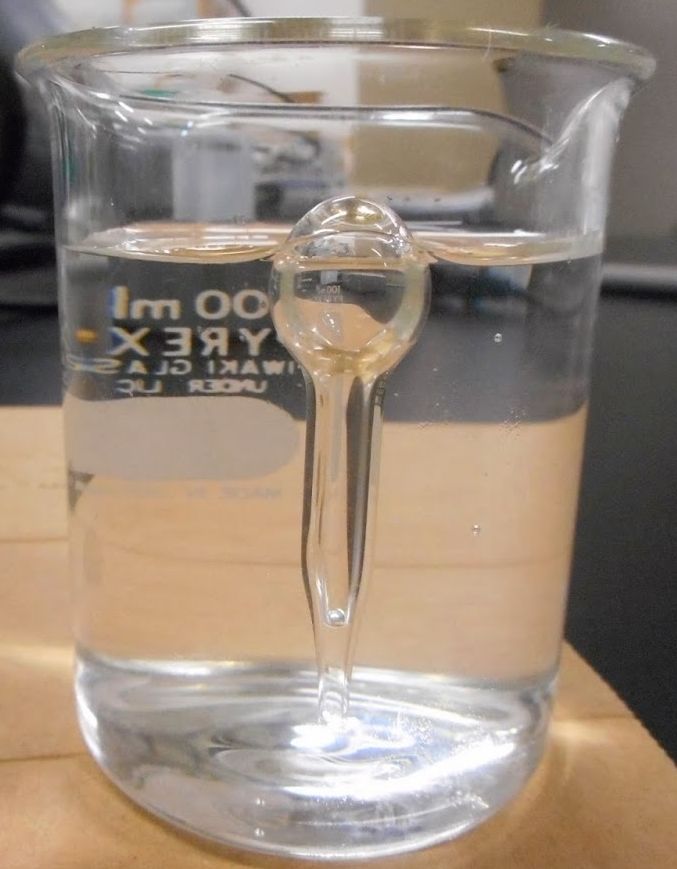
この課題で作ってもらうのはいわゆる浮沈子と呼ばれるもの。
学生の皆さんの中には、浮沈子の実験を、たぶん小学校ぐらいで、
弁当などに入れるタイの醤油入れを使ってやったことがある人も多いかと思います。
ここではそれをガラス細工で作ってみようというわけです。
ぼくが作ってみたのは右の写真(ちょっと十円玉が威張り過ぎてますが・・・)。
皆さんに作ってもらうと、頭に帽子をかぶっていたり、足が妙に長かったり、
いろいろユニークな作品が出てきて面白いです。
そうして作った浮沈子が水に浮かぶことを確認。
入れる水の量を調節して、ギリギリ、ちょうど水面に浮かぶような状態にします。
ギリギリ水面に浮かんだ状態で沈めると、そのままではもう浮かび上がってきません。
この状態の浮沈子を取り出して、
その時、中に入っている水の量を知れば、
ガラスの密度が知れるというわけです。
 |
 |
 |
 |
| まずは浮かぶかチェック。
沈没する時は、足を短くするか、やり直すか・・・ | これでギリギリ | ちょっと圧をかけると | 沈んだままもう浮かんでこない |
ちょっと浮沈子で遊んでいる様子のビデオを作ったので見てみてください。
手のひらでメスシリンダーの上の方で引っ張り上げると、手のひらに吸い寄せられて(?)、浮沈子が浮かんできます。
ともかく中に水を入れない状態で浮かべばいいのですが、
頭が重くなりすぎて(理学部では当然か?)、
足を少々短くしても、沈没して浮き上がってこないことも間々あります。
こうなる最大の原因は、ガラスの加熱が不十分なことにあるようです。
十分加熱しないまま膨らまそうとして膨らまず、何度もやっているうちに肉が溜まってきて、
頭が重くなっていくのです(中にはまさにフラスコを作ってくれる人もいますが)。
まずはバーナーの火力の一番強いところを見つけること。
ガラス管を加熱して、橙色が強くなり、
すぐにガラス管が軟化してうな垂れるところを探しましょう(思うよりちょっと上方になるでしょう)。
肉が溜まり過ぎていたら、ガラス管の端切れでこそげ落とします。
そして十分加熱して、
ゆっくり吹いてやればだいたい成功するとしたものです。
あんまり強く吹くとガラス玉が破裂しますが、
このあたりの加減などは、話を聞くより実際にやってみるのが一番でしょう。
浮沈子とガラスの密度の推定
浮力の釣り合う時の重さからガラスの密度を求めるのは、
アルキメデスの原理
「物体には押しのけた水の重さだけの浮力がかかる」
に基づいて考えるのがよいでしょう
(実のところアルキメデスの原理/パスカルの原理を、
力の釣り合いの観点からきちんと導出するには、
流体の力学に関するそれなりの洞察が必要ですが、
まあそこは「原理」ということで・・・)。
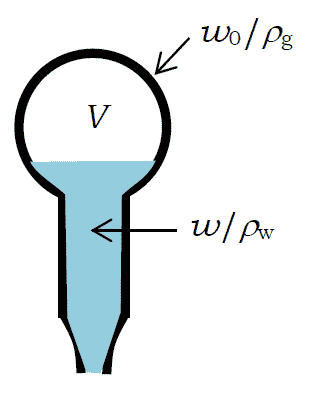
問題文ではちょっと設定の構図が読み取りにくいかもしれませんが、
対象としているのは図のような物体です。
この物体 X 全体の体積 VX は
\begin{equation}
V_{\rm{X}} = \frac{w_{\rm{0}}}{\rho_{\rm{g}}} + \frac{w}{\rho_{\rm{w}}} + V
\label{eq:totalV}
\end{equation}
になっています。
また浮沈子の中をすべて水で満たした時(\(V = 0\))の \(w\) が \(w_{\rm{f}}\)なので、
次の関係が成り立ちます。
\begin{equation}
w_{\rm{f}} = w + \rho_{\rm{w}} V
\label{eq:fillV}
\end{equation}
さてこの物体に働く浮力は重力加速度を g とすると、アルキメデスの原理から、\(\rho_{\rm{w}} V_{\rm{X}} g\) です。
浮いている状態では全体の荷重より浮力が大きいわけですから、
次の式が成り立っています(空気の密度を 0 としています)。
\begin{equation}
\rho_{\rm{w}} V_{\rm{X}} g \gt (w_{\rm{g}} + w) g
\label{eq:floatingCond}
\end{equation}
式 \eqref{eq:totalV} を代入して整理すると、次式になります:
\begin{equation}
\rho_{\rm{w}} V \gt \left( 1 - \frac{\rho_{\rm{w}}}{\rho_{\rm{g}}} \right) w_0
\label{eq:VCond}
\end{equation}
深さ \(h\) まで沈めた時の浮沈子内の空気の体積を\(V_h\)とすると、\(h = 0\)で浮いていて、
\(h\) だと沈没しているとすると、
\begin{equation}
\rho_{\rm{w}} V_0 \gt \left( 1 - \frac{\rho_{\rm{w}}}{\rho_{\rm{g}}} \right) w_0 \gt \rho_{\rm{w}} V_h
\label{eq:VCondx}
\end{equation}
式 \eqref{eq:fillV} の関係式では \(V = V_0\) であることに注意して、\(w_{\rm{f}}\) を使って書き直すと、
\begin{equation}
w_{\rm{f}} - w \gt \left( 1 - \frac{\rho_{\rm{w}}}{\rho_{\rm{g}}} \right) w_0 \gt (w_{\rm{f}} - w) \frac{V_h}{V_0}
\end{equation}
こうして実験テキストにある式 \eqref{eq:bouy} が得られることになります。
なお \(V_h/V_0\) は、ボイルの法則から、大気圧を\(P_{\rm{a}}\) とすると
\begin{equation}
\frac{V_h}{V_0} = \frac{P_{\rm{a}}}{P_{\rm{a}} + \rho_{\rm{w}} gh}
\end{equation}
で与えられ、沈む深さを 10 cm 程度とすれば、大気圧がおよそ10 mの水柱に相当するので、
テキストに0.99 という数字が与えられているのです。
さて実際にやってみたらどの程度の数字になるか。
それは実際やってみていただくのがよいでしょうが、
概ね浮沈子の重さは 2~3 g、内容量は 3 mL 程度なものです
(中には内容量が 10 mLぐらいのを作る人もいます)。
そしてガラスの密度としてはだいたい 2.5 g cm-3 ぐらい(標準偏差は 0.1 g cm-3程度)です。
これはぼくがアルキメデス法で測った値より少し小さめなのですが、
最初に取り組んでもらう実験としては、よい出来といってよいでしょう。
ここの導出を、いささかくどく思った人も多いでしょう。
でも浮力の問題はたぶん小学校くらいでも習うのですが、
きちんと事分け立てて考えていくと結構厄介です。
たとえば重さをはかる時、浮沈子の表面に水が付いているとダメなんでしょうか?
あるいは浮沈子の内部といっていますが、
どこからが「内部」なのでしょう?
そういった疑問にも、こうした式をきちんと立てておくと、
間違いなく答えられると思うのです。
(なおここでの力の釣り合いの式から、
浮沈子の運動方程式を組み立ててみようという人もいるでしょうが、
こうした一般的な形状の物体の流体中の実効質量の評価はなかなか難しい・・・)
実験上の留意点
ぼくはガラス細工の実験に当たって、いつも次の注意をします。
- 周囲を確認
特にガラス管を折る時、周りに人がいないかよくチェック。
- 保護メガネ着用確認
破片が飛ぶことがある。自分が作業していなくても、近くにガラス管を振りまわす人がいたりする。
- やけどに注意
ガラスは冷めるのに時間がかかる。ガラス細工に焦りは禁物。
- 切り傷に注意
ガラス管はねじったり押したりせず、基本引っ張るのが吉。
幸いにしてここ数年、大きな怪我はありませんが、
何人か軽い火傷や切り傷をする人は出ています。
一番よくあるのは、まだ冷めていないガラス管に触って火傷するパターンでしょうか。
普段、火に触れない暮らしをしているためでしょうか
(マッチの使い方を知らないのは普通ですが、
今や歯車式(フリント式)のライターの使い方も微妙)、
昔に比べると全体に慎重派が増えたようで、
その分、事故も減っているように感じます。
その代わりといっては何ですが、
ガラス管を加熱するのにガスの出し惜しみをして、
灯明で炙るようなことをして、なかなか作業が進まないケースもよく見かけます
(そんな時ぼくは「ブンブン行くんだ」と、ガスも空気も全開にするように言うのですが、
よほどデリカシーがない人間のように思われているようです)。
なお今回の浮沈子の製作は、通常のブンゼンバーナーで十分可能です
(無論、いわゆる軟質ガラス、軟化点の低いガラス細工用のガラス管を使う必要があります)。
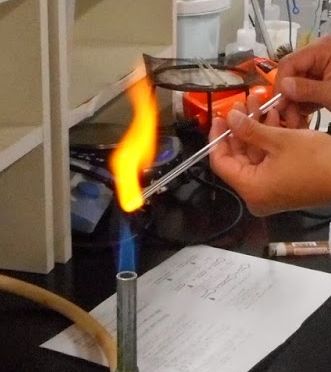
以前は写真のようなガラス細工用バーナー
(強制送風するタイプ。昔は足ふみふいごでしたが、コンプレッサーを使っていました)を置いて、ガラス細工に取り組んでもらっていたのですが、
炎を絞ったりするにはいいものの、温度はあまり上がらず、浮沈子などの細工ではメリットがありません。
また硬質ガラスやパイレックスガラスなどの細工では、やはり酸素炎の登場となります。
ガラス細工の課題のこと
40年ぐらい前までは、ガラス細工は化学実験で必須の技術だったといえるでしょう。
真空系の装置もたいていガラス製でしたし、
スポイトなど少々のガラス器具は自作で済ませるという空気がありました。
けれども出来合いのすり合わせのガラス器具の使用が普通になり、
また防火対策でガスの使用が控えられる中、
研究室でガラス細工を利用するのは、石英ガラスを使ったりするような、
かなり特殊な分野だけになってきました。
こういう状況の中、
ガラス細工の課題は現実味を失い(94年ごろまでは減圧蒸留で使う T 字管の作成が入っていました。
その後プラスチック製のT字管を使うようになり、TLC のスポットを打つキャピラリーを引くのとガラス管の接合。
07年からはガラス管の接合もなくなりました)、
指導する側も技術・知識をともなわない、何より意欲をともなわない様子が、
はた目から見て取れるような状況になってきました。
ぼくは化学実験でガラス器具を使う以上、ガラスの性質に親しむ必要があり、
ガラス細工の課題はガラスになじむよい入り口であると思っています(多分に古い世代の感傷も入っていますが)。
ですからなかば強引に担当替えをして、
「ガラス細工のためのガラス細工」の課題から一歩出ようと、
2013年にはポリエチレン細工を導入してガラス細工との組み合わせを図りました。
あまりこれがはかばかしくなかったので、
2014年からは現行の浮沈子の課題を導入して、
簡単な実験を通してガラス細工に親しむ方向にかじを切ったわけです。
以前からガラス細工用のガラス管が入手困難という話があり、
最近も国内の在庫が底をつくかもしれないという話を聞きました。
そうなった時、現状の課題を維持できるのか。
またそもそも学生実験でガラス細工の課題を維持しないといけないのか。
今後ともそのありようについては、検討を続けていかねばならないでしょう。
表紙のページへ